- Мотоцикл
- Мотоблок
- Бесшумный компьютер
- Детский электромобиль
- Мини автомобиль
- Сенокосилка
- Септик
- Двигатель 400 куб/см
- Компрессор из ЗиЛ 130
- Токарный станок Корвет 403
- Пилорама угловая
- ----------------------
|
Цель доработка продувочных каналов - добиться их симметричности и высокой частоты поверхности. продувочный канал Добиваемся совпадения продувочных каналов цилиндра с окнами в гильзе цилиндра. Для этого потребуется изготовить простой инструмент. |
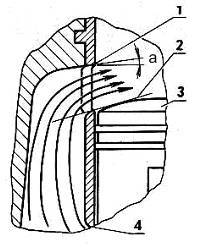 |
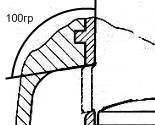
| Берём металлический прут диаметром 12 мм и длинной 40 см, просверливаем в нём два отверстия диаметром 4 мм (для напильника) под углом 90 и 100 градусов. С боку от них сверлим отверстие, нарезаем в нём резьбу м4, таким образом, чтобы завернутый болт зажимал напильник. Напильник: длинна 3 см, диаметр 4 мм. |
 |
| Из проволоки диаметром 3 мм делаем шаблон, загибаем проволоку под углом 100 градусов. Если угол в продувочном канале не совпадает с шаблоном, добиваемся этого путем снятия металла. |
 |
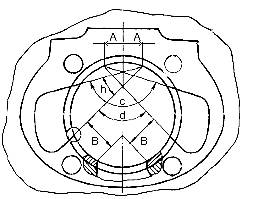
| Величина "В" - расстояние от кромки выпускного окна до кромки продувочного, является одной из величин контроля симметрии каналов. Угол "с" равен 120 градусов. Величина "А" должна быть одинакова для обоих каналов от 1 до 10 мм. |
 |
|
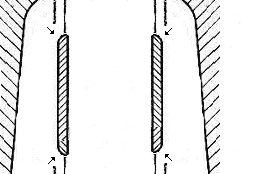
Продувочные окна в гильзе цилиндра закругляются, по радиусу 5 мм. Перепускные каналы по разъему "рубашка-картер" подгоняются с помощью шаблона, повторяющего контур перепускных каналов рубашки. |
 |
|
Юбка гильзы не должна перекрывать перепускные каналы. Окна в юбке поршня должны соответствовать окнам в юбке гильзы. Кромки в юбке поршня должны быть закруглены. При положении поршня в нижней мертвой точке, продувочные окна должны полностью открываться. в противном случае снимаются лыски. |